Our twin software ensures that your data stays with you, providing a secure, private, and reliable solution
2
Cost effective Solutions
Our twin software offers cost-effective solutions, delivering high-quality performance without compromising on affordability or security.
3
Faster Implementation
It ensures faster implementation, enabling you to quickly integrate and benefit from advanced solutions with minimal downtime
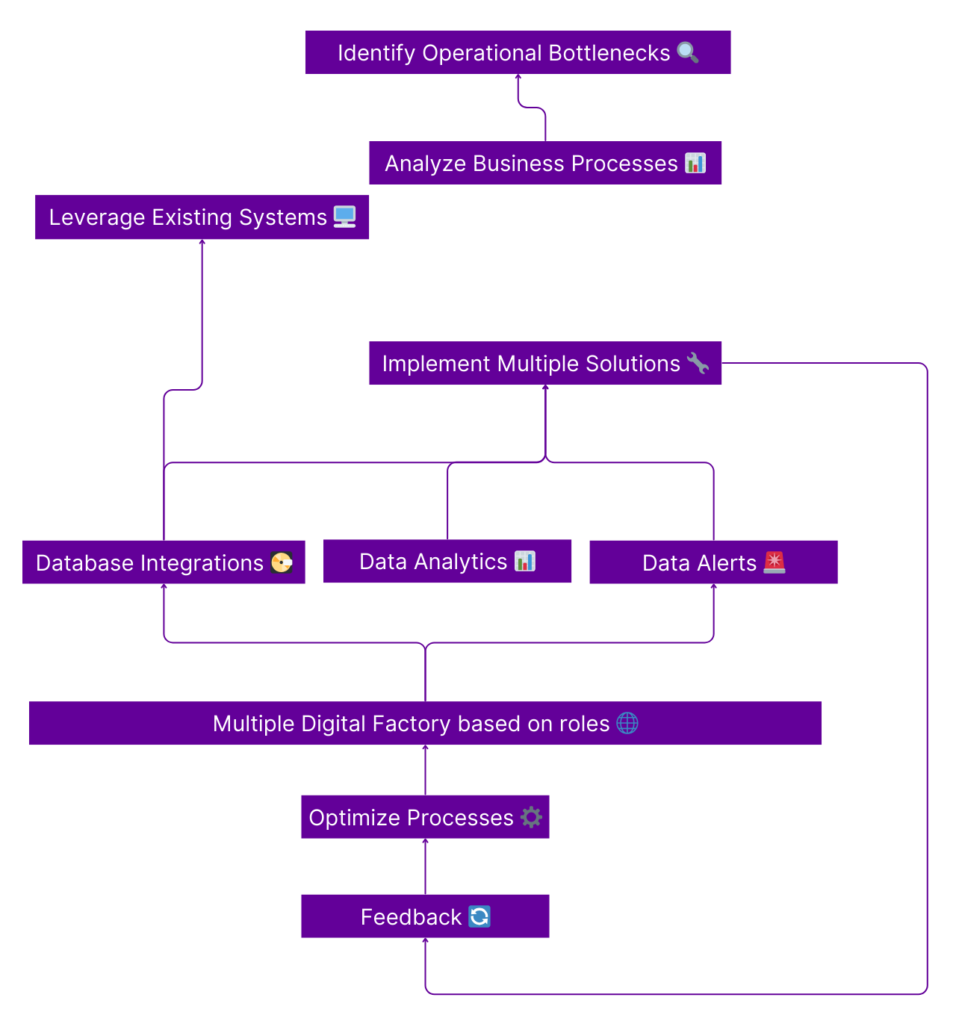
Deliverables
What you get
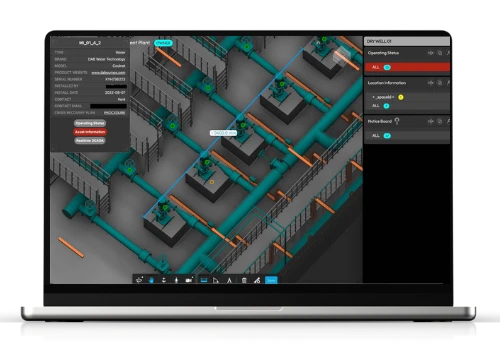
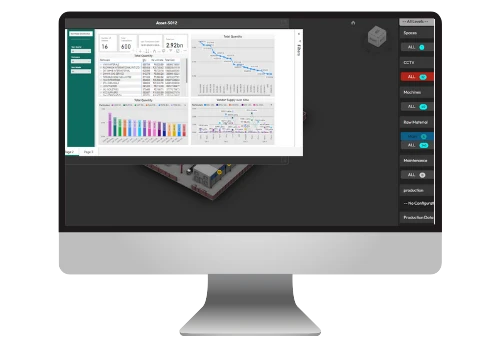
See everything at one place
Seamlessly view and manage all your data, processes, and assets in one place for streamlined efficiency and smarter decision-making
Get live sensor readings
Instantly access live sensor readings for real time monitoring and swift response, enhancing operational efficiency and decision-making.
Get operational alerts
Instantly access live sensor readings for real time monitoring and swift response, enhancing operational efficiency and decision-making.
Get live CCTV feed
Instantly access live sensor readings for real time monitoring and swift response, enhancing operational efficiency and decision-making.
Get analytics for each asset
Instantly access live sensor readings for real time monitoring and swift response, enhancing operational efficiency and decision-making.
Who can USE?
Use cases
Digital twin technology can be utilized by various types of factories across different industries
Intelligent Plant Operations
Smart City Management
Healthcare Facility Mangement
Smart Building Management
Safety & Security Management
Who can USE?
Use cases
Digital twin technology can be utilized by various types of factories across different industries
Intelligent Plant Operations
Smart City Management
Smart Building Management
Healthcare Facility Mangement
Safety & Security Management
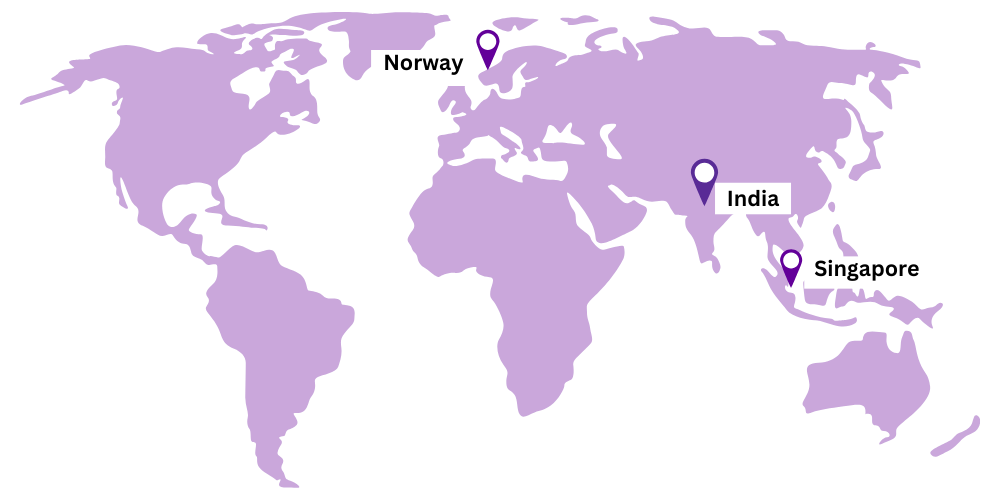
DEPLOYING SOLUTIONS GLOBALLY
Around The Globe
Enterprise Clients
0+
Asset Tracked
0+
Increased Sales
0%
Increased Efficiency
0
Digital Twin
Why Does It Matter Now?
Exponential Data Growth
By 2025, 463 exabytes of data will be created each day globally, which is equivalent to over 200 million DVDs of data per day (Source: World Economic Forum). This data explosion demands advanced tools to harness and analyze it effectively for actionable insights.
Saves Billions
General Electric (GE) reported saving $1.5 billion in maintenance costs across its fleet by using digital twin technology to predict failures and optimize maintenance schedules (Source: GE Reports). This illustrates the substantial financial benefits of adopting digital twins.
Hyper-Personalization
Digital twins enable hyper-personalization and increased efficiency in various sectors. For instance, in manufacturing, digital twins can increase production efficiency by up to 25%. (Source: L &T)
Industry 4.0 Revolution
Industry 4.0, characterized by the fusion of digital, physical, and biological worlds, is driving the adoption of digital twins. Over 40% of large industrial companies will use digital twins by 2027, leading to a 10% improvement in effectiveness. (Source: Science Direct)
Sustainability
Digital twins play a vital role in achieving sustainability goals. They help optimize resource usage and reduce waste, contributing to a greener planet. For example, Unilever’s digital twin initiatives have reduced its energy consumption by 15% and water usage by 20% in its factories.
The digital twin market is expected to grow from $3.1 billion in 2020 to $48.2 billion by 2026, at a CAGR of 58%. This rapid growth highlights the increasing demand and potential for digital twin technology across various industries. (Source: McKinsey)
Digital Twin
Why Does It Matter Now?
Exponential Data Growth
By 2025, 463 exabytes of data will be created each day globally, which is equivalent to over 200 million DVDs of data per day (Source: World Economic Forum). This data explosion demands advanced tools to harness and analyze it effectively for actionable insights.
Saves Billions
General Electric (GE) reported saving $1.5 billion in maintenance costs across its fleet by using digital twin technology to predict failures and optimize maintenance schedules (Source: GE Reports). This illustrates the substantial financial benefits of adopting digital twins.
Hyper-Personalization
Digital twins enable hyper-personalization and increased efficiency in various sectors. For instance, in manufacturing, digital twins can increase production efficiency by up to 25%. (Source: L &T)
Industry 4.0 Revolution
Industry 4.0, characterized by the fusion of digital, physical, and biological worlds, is driving the adoption of digital twins. Over 40% of large industrial companies will use digital twins by 2027, leading to a 10% improvement in effectiveness. (Source: Science Direct)
Sustainability
Digital twins play a vital role in achieving sustainability goals. They help optimize resource usage and reduce waste, contributing to a greener planet. For example, Unilever’s digital twin initiatives have reduced its energy consumption by 15% and water usage by 20% in its factories.
The digital twin market is expected to grow from $3.1 billion in 2020 to $48.2 billion by 2026, at a CAGR of 58%. This rapid growth highlights the increasing demand and potential for digital twin technology across various industries. (Source: McKinsey)
Testimonial
What customers are saying
Vaibhav AggarwalDirector, Star Power Distribution
The digital twin solution for production scheduling, complete with alerts and analytics, has revolutionized our operations. The implementation was incredibly fast, and I’m excited about future modules like capacity planning. This is truly a game-changer.
MP SinghProduction Incharge
Implementing the digital twin for our CNC machine planning and workforce management was a breeze. The speed of execution was impressive, and the system has brought unprecedented clarity to our operations. Less response time and enhanced infrastructure visibility are just the beginning.
Vikas AggarwalDirector, VAE VKN India Pvt. Ltd
With the digital twin, we’ve optimized maintenance and production planning for 500 assets, along with location tracking. This has provided us with unparalleled clarity and efficiency. As the digital space continues to grow, so will our capabilities.
Vinod RajputPartner, Rritam Design
We are now looking to expand digital twin capabilities across 4-6 warehouses to drastically reduce response times and streamline management. The enhanced clarity of our infrastructure and the possibilities this opens up are beyond exciting.
















Unutilized
Up to 65% of generated data goes unutilized in manufacturing, representing missed opportunities for efficiency and innovationData